Ev / Blog / Sektör Haberleri / Neden Diğer Dilme Yöntemlerine Göre Makas Tipi Havalı Kesici Dilme Makinesini Seçmelisiniz?

Teklif İste

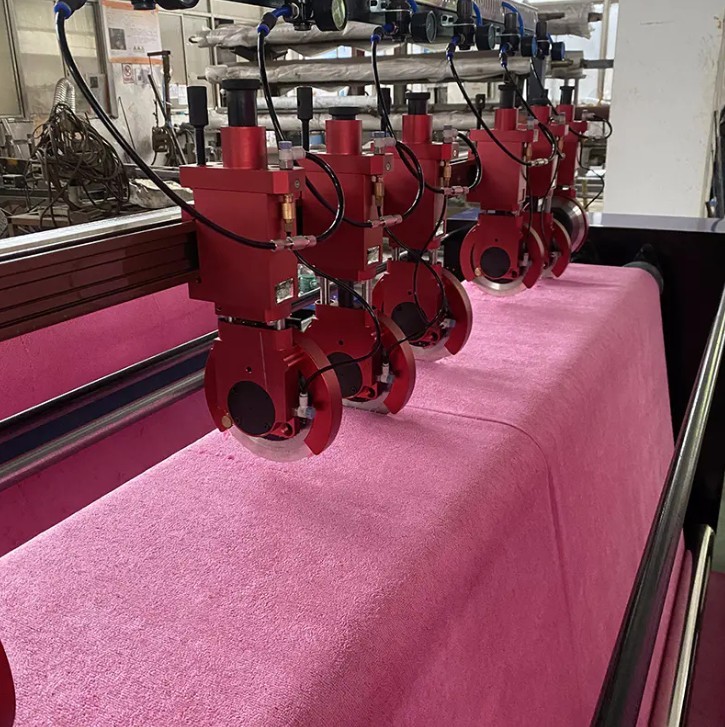
Film, folyo, kağıt, dokunmamış kumaş veya esnek ambalaj malzemesi rulolarının daha dar genişliklerde kesilmesi gereken dönüştürme operasyonlarında kesme mekanizması seçiminin kenar kalitesi, üretim hızı, malzeme verimi ve ekipman bakım maliyeti üzerinde doğrudan ve ölçülebilir bir etkisi vardır. kesme tipi hava kesici dilme makinesi - malzemeyi makas benzeri bir kesme hareketi ile kesmek için pnömatik olarak çalıştırılan döner kesme bıçaklarını kullanan bir konfigürasyon - paketleme, elektronik, tıbbi ve endüstriyel malzeme dönüştürmede en yaygın olarak benimsenen dilme teknolojilerinden biri haline geldi. Bu makine tipinin çentikli kesim, ezmeli kesim ve jiletli kesim alternatiflerine göre sunduğu belirli avantajları anlamak, bilinçli sermaye ekipmanı kararları vermek için açık bir temel sağlar.
Avantajlarını incelemeden önce çalışma prensibini net bir şekilde anlamakta fayda var. Kesme tipi yarık konfigürasyonunda, dairesel üst ve alt kanat çiftleri ağ yolunun genişliği boyunca konumlandırılır. Üst bıçak, alt bıçağın üzerine kontrollü bir miktarda biner - tipik olarak 0,5 ila 2,0 mm - ve ters yönde dönen iki bıçak, aralarından geçerken ağ-yapıya bir kesme kuvveti uygulayarak, kağıdı makasla keserken aynı mekanik şekilde keser. "Hava kesici" tanımı, pnömatik çalıştırma sistemini ifade eder: basınçlı hava silindirleri, bıçak tutucularını devreye sokar ve ayırır, bıçakları hassas bir şekilde konumlandırır ve kesme işlemi boyunca doğru bıçaktan bıçağa doğru teması korumak için tutarlı, kontrol edilebilir yanal kuvvet uygular.
Bu pnömatik bağlantı sistemi, makinenin en önemli operasyonel avantajlarından birçoğunun temelidir. El aletleri kullanılarak manuel olarak yeniden konumlandırma gerektiren mekanik olarak sabitlenmiş bıçak tutucuların aksine, pnömatik olarak çalıştırılan tutucular bir kontrol panelinden hızlı bir şekilde devreye alınıp çıkarılabilir ve her bir bıçak istasyonuna sağlanan hava basıncı, bıçaklara uygulanan yanal kuvveti (yan kuvvet veya örtüşme kuvveti olarak adlandırılır) doğrudan kontrol eder. Besleme basıncını değiştirerek bu kuvveti ayarlamak, makineyi durdurmadan veya bıçak tertibatına fiziksel olarak dokunmadan birkaç saniye sürer.
Kenar kalitesi, herhangi bir dilme işleminin en önemli çıktı özelliğidir ve makasla kesme mekanizması, çok çeşitli malzeme türlerinde çentikli kesme veya ezerek kesme yöntemlerinden tutarlı olarak daha temiz kenarlar üretir. Makasla kesmede, malzeme lifleri veya moleküler zincirler, ağ yüzeyine dik olarak uygulanan minimum sıkıştırma kuvvetiyle, birbirine yakın geçen karşılıklı bıçak yüzleri ile temiz bir şekilde ayrılır. Bu, düz, pürüzsüz ve çentikli kesmenin genellikle kırılgan veya katmanlı malzemelerde oluşturduğu düzensiz yırtılma, toz oluşumu veya kenar kıvrılmasından arınmış bir yarık kenarı üretir.
PET/AL/PE veya naylon/PE laminatlar gibi esnek ambalajlarda kullanılan çok katmanlı filmler için, kesme hareketi her katmanı aynı anda iki bıçak arasında sıkıştırılarak tutar ve ezerek kesme yöntemleri laminat kalınlığı boyunca eşit olmayan basınç yüklemesi uyguladığında genellikle meydana gelen yarık kenarında katmanlar arası katmanlara ayrılmayı önler. Çentikli kesme gerilimi altında kenar çatlamasına özellikle yatkın olan alüminyum folyo, kesme işlemine özellikle iyi yanıt verir çünkü kesme eylemi, kesme gerilimini bir çentik çizgisinde yoğunlaştırmak yerine yanal olarak dağıtır.
Temiz yarık kenarları, dönüştürme ve son kullanım tedarik zinciri boyunca kademeli faydalara sahiptir. Basılı ambalajlarda kenar kusurları perakende satışta gözle görülür kalite reddine neden olur. Lityum iyon hücreler için akü elektrot folyosunun kesilmesinde, çapaksız kenarlar güvenlik açısından kritik bir gerekliliktir; elektrot kenarındaki metalik çapaklar ayırıcıya nüfuz edebilir ve dahili kısa devrelere neden olabilir. Tıbbi ambalajlarda kenar bütünlüğü, mühür kalitesi doğrulamasının bir parçasıdır. Kesme tipi havalı kesicinin tutarlı kenar çıkışı, bu aşağı yöndeki kontrol noktalarındaki kusur oranlarını azaltarak üretim zinciri boyunca toplam kalite maliyetini düşürür.
Yarık genişliklerinin üretim siparişleri arasında sıklıkla değiştiği yüksek karışımlı dönüştürme ortamlarında, bıçak düzeneklerini yeniden konumlandırmak için gereken süre, makinenin aksama süresini ve işçilik maliyetini doğrudan etkileyen bir faktördür. Hava kesici dilme makinesinin pnömatik çalıştırma sistemi bunu doğrudan ele alır. Bıçak tutucular hassas bir şaft veya kiriş üzerine monte edilir ve bıçaklar devre dışı durumdayken gerekli konumlara kaydırılabilir. Konumlandırıldıktan sonra, hava etkileşimi kontrolüne basılması, bıçakları herhangi bir manuel sıkma, kelepçeleme veya bireysel bıçak tutucularının mekanik olarak ayarlanmasına gerek kalmadan istasyon başına bir saniyeden kısa sürede kesme temasına getirir.
Tam özellikli makinelerde, pnömatik silindirler tarafından uygulanan yan kuvvet, orantısal basınç regülatörleri kullanılarak bıçak istasyonu başına ayrı ayrı ayarlanabilir; bu, operatörün, bıçakları veya donanımı değiştirmeden, farklı malzemeler veya web genişliği boyunca farklı konumlar için kesim kalitesine ince ayar yapmasına olanak tanır (örneğin, kenar kesme istasyonlarında daha yüksek yan kuvvet ve iç yarık konumlarında daha düşük kuvvet uygulanması). İstasyon başına bu seviyedeki kontrol, mekanik olarak çalıştırılan dilme sistemlerinde mevcut değildir ve aynı makinede farklı malzeme özelliklerini çalıştıran dönüştürücüler için önemli bir süreç esnekliği avantajıdır.
Birçok dönüştürme uygulaması partikül kirliliğine karşı oldukça hassastır. Elektronik bileşen bantları, optik filmler, tıbbi cihaz ambalajları ve temiz odada işlenmiş malzemeler, kesme sırasında ağ yüzeyinde biriken kesme tozunu veya mikro kalıntıları tolere edemez. Çizerek kesme ve ezerek kesme yöntemleri, malzemeyi kesim hattında kıran bir sıkıştırma kuvveti uygulayarak, özellikle PET film, polipropilen ve kaplamalı kağıtlar gibi kırılgan malzemelerden hem dilimlenmiş ruloları hem de dönüştürme ortamını kirleten ince parçacıklar üretir.
Makasla kesme mekanizması, malzeme sıkıştırma altında kırılmak yerine karşıt bıçak yüzleri tarafından kesildiği için önemli ölçüde daha az parçacık üretir. Temiz makas hareketi, kesim yüzeyinde kırılacak malzemeyi minimum düzeyde bırakır. gerektiren uygulamalar için ISO Sınıf 7 veya daha iyisine eşdeğer temizlik standartları kesme bölgesini filtrelenmiş, basınçlı bir ortama kapatmadan parçacık gereksinimlerini karşılayabilen, tipik olarak mekanik olarak uygulanabilir tek kesme yöntemidir.
Toz oluşumunun azalması aynı zamanda bıçağın ve makinenin ömrünün uzamasına da fayda sağlar. Makineden verimli bir şekilde çıkarılmayan kesme tozu, yatak yüzeylerinde, doğrusal kılavuzlarda ve bıçak tutucularında birikerek aşınmayı hızlandırır ve zamanla konumlandırmanın yanlış olmasına katkıda bulunur. Temiz malzemelerle çalışan bir kesme makinesi daha az iç kirlenmeye neden olur, bakım sıklığını azaltır ve hassas bileşen değişimleri arasındaki servis aralığını uzatır.
Kesme tipi havalı kesici dilme makineleri, sürekli yüksek hızlı ağ işleme için tasarlanmıştır. Bu kategorideki modern makineler web hızlarında çalışır. Daha ağır laminatlar için 200 m/dak, ince film uygulamaları için 800 m/dak veya daha yüksek malzemeye, yarık genişliğine ve sarım gerilimi gereksinimlerine bağlı olarak. Döner kesme hareketi, artan ağ hızıyla birlikte düzgün bir şekilde ölçeklenir çünkü kesme kuvveti, kalıplı kesim veya delme konfigürasyonlarında olduğu gibi aralıklı olarak değil, ters yönde dönen bıçaklar tarafından sürekli olarak uygulanır. Yüksek hızlarda hızı sınırlayacak veya dinamik dengeleme gerektirecek herhangi bir mekanik darbe olayı yoktur.
En önemlisi, bıçağın temasını sağlayan pnömatik yan kuvvet ağ hızından bağımsızdır; ağ kesme bölgesinde ne kadar hızlı hareket ederse etsin, hava silindiri tarafından uygulanan statik bir kuvvettir. Bu, gerginlik ve izlemenin doğru şekilde kontrol edilmesi koşuluyla, 100 m/dak'da üretilen kenar kalitesinin esasen 600 m/dak'daki kenar kalitesiyle aynı olduğu anlamına gelir. Bunun tersine, çentikli kesme ve ezmeli kesme yöntemleri genellikle hıza bağlı kenar kalitesi değişiklikleri gösterir çünkü kesme noktasındaki basınç kuvvetleri ve sürtünme dinamikleri ağ hızı arttıkça değişir.
Kesme tipi hava kesici konfigürasyonunun ticari açıdan en önemli avantajlarından biri, bıçak geometrisini, yan kuvveti, üst üste binmeyi ve ağ gerilimini ayarlayarak aynı makine platformunda gerçekten geniş bir malzeme yelpazesini işleyebilme yeteneğidir. Aşağıdaki tablo ortak malzeme kategorilerini ve kesme dilme parametrelerinin her biri için nasıl uyarlandığını özetlemektedir.
| Malzeme Türü | Tipik Kalınlık | Temel Parametre Ayarlamaları | Kenar Kalitesi Sonucu |
|---|---|---|---|
| PET / BOPP Filmi | 12–50 mikron | Düşük yan kuvvet, minimum örtüşme | Temiz, tozsuz, kıvrılma yok |
| Alüminyum Folyo | 6–100 mikron | Keskin bıçak açısı, kontrollü örtüşme | Çapaksız, çatlama yok |
| Esnek Laminat (ambalaj) | 60–250 mikron | Orta yan kuvvet, uyumlu bıçak açıklığı | Kenarda delaminasyon yok |
| Dokunmamış Kumaş | 30–300 g/m2 | Daha yüksek yan kuvvet, sık bıçak bileme | Temiz elyaf kesimi, minimum yıpranma |
| Kaplamalı Kağıt / Ayırma Astarı | 60–200 g/m2 | Orta derecede örtüşme, anti-statik önlemler | Pürüzsüz kenar, kaplama kırılması yok |
Bu uyarlanabilirlik, birden fazla ürün hattını ortak ekipman üzerinde işleyen dönüştürücüler için önemli bir ekonomik avantajdır. Tek kesme tipi havalı kesici dilme makinesi, bıçak geometrisini değiştirerek ve pnömatik basınç ayarlarını ayarlayarak tek vardiyada folyo, film, laminat ve nonwoven işlemleri arasında yeniden yapılandırılabilir; bu, aksi takdirde daha az ayarlanabilir kesme teknolojileriyle gerekli olacak malzeme ailesi başına özel makinelere olan ihtiyacı ortadan kaldırır.
Bıçak ömrü, yüksek hacimli dilme operasyonlarında önemli bir operasyonel maliyet değişkenidir. Kesme tipi bıçaklar - genellikle şunlardan üretilir: yüksek hız çeliği (HSS), tungsten karbür veya seramik kaplı takım çeliği — çentikli veya ezmeli kesme takımlarına göre daha kademeli aşınır çünkü kesme eylemi, kesme gerilimini tek bir çentik noktasında yoğunlaştırmak yerine tüm bıçak kenarı çevresi boyunca dağıtır. Bıçak ağ hareketi sırasında döndükçe, kenarın farklı bölümleri malzemeye sırayla bağlanır ve sabit puanlama bıçaklarında olduğu gibi lokalize bir aşınma düzlüğü oluşturmak yerine aşınmayı bıçağın çevresine eşit bir şekilde yayar.
Pnömatik yan kuvvet sistemi bıçak ömrüne ince ama önemli bir şekilde katkıda bulunur: operatörün gerekli kesim kalitesini elde etmek için gerekli minimum yan kuvveti ayarlamasına olanak tanıyarak, algılanan kenar kalitesi sorunlarını telafi etmek için operatörler bıçak tutucularını optimum ayarın ötesinde manuel olarak sıktığında bıçakları hızla körelten aşırı zorlamayı önler. Kontrollü, tekrarlanabilir pnömatik kuvvet, bıçakların sürekli olarak doğru kavrama seviyesinde çalışması anlamına gelir ve yeniden bileme veya değiştirme döngüleri arasındaki süreyi maksimuma çıkarır.
Dilme operasyonlarında operatörün güvenliği, keskin döner bıçaklar göz önüne alındığında sürekli bir endişe kaynağıdır. Hava kesici dilme makinesinin pnömatik kavrama sistemi, operatörlerin kurulum veya ayarlama sırasında el aletleriyle bıçak bölgesine ulaşmasını gerektiren mekanik olarak çalıştırılan bıçak tutuculara kıyasla anlamlı bir güvenlik artışı sağlar. Pnömatik çalıştırmayla bıçaklar, operatörün bıçak tertibatıyla herhangi bir teması gerekmeden önce bir panel kontrolü kullanılarak kesme konumundan tamamen ayrılabilir. Birçok makine tasarımında ayrıca, korumalar açıldığında veya acil durdurma devresi etkinleştirildiğinde tüm bıçak istasyonlarını otomatik olarak devre dışı bırakan güvenlik kilitleri bulunur.
Bıçakları web sürücüsünü durdurmadan anında devreden çıkarma yeteneği de operasyonel açıdan değerlidir. Dilme istasyonuna bir ağ ek yeri, kusurlu yama veya yabancı nesne yaklaşırsa operatör, anormalliğin kesici kenarlara temas etmeden geçmesine izin vermek için bıçakları anlık olarak devre dışı bırakabilir; böylece bıçağın hasar görmesi önlenir ve makinenin tam olarak durdurulmasını ve yeniden diş açma döngüsünü gerektirecek bir ağ kopmasının önüne geçilir. Bu yetenek, özellikle makinenin durdurulmasının ve yeniden başlatılmasının önemli bir üretkenlik maliyeti oluşturduğu yüksek hızlı operasyonlarda değerlidir.
Kesme tipi havalı kesici dilme makinesi, aşağıdaki operasyonel senaryolarda en ilgi çekici avantaj kombinasyonunu sunar:
Tüm bu senaryolarda, kesme tipi havalı kesici dilme makinesinin hassas pnömatik kontrol, temiz kesme işlemi, hızlı kurulum ve geniş malzeme uyumluluğu kombinasyonu, onu zorlu dönüştürme uygulamaları için teknik açıdan en kapsamlı dilme platformu olarak konumlandırıyor.
Copyright © ChangZhou AoHeng Machinery Co., Ltd. All Rights Reserved












